
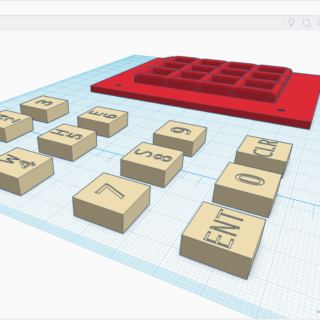
3D-printed keycaps … and the possibility of backlit keys!
I’ve not been happy with the keycaps on my 737 FMC. I’ve tried a few methods of printing them: printing the letters recessed on black filament, and then using a fine tipped paintbrush, filling...
