
Adding End-Stops / Limit Switches to the 3018 “Woodpecker” CNC Router
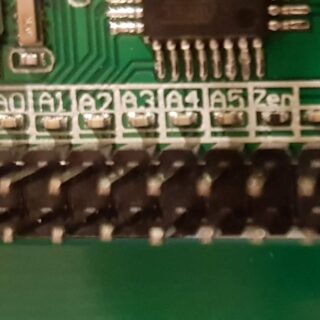
In its original design, the 3018 “Woodpecker” CNC Router, a cheap entry-level unit found on eBay and AliExpress, will happily tell the stepper motors to keep moving along the axis, even if the work...
